Indukční svařování
Indukční svařování
Vysokofrekvenční generátory HFR pro indukční svařování trubek a profilů
Pro výrobu uzavřených profilů se používají válcovací linky. Vstupním materiálem je ocelový pásek o šíři odpovídající obvodu budoucího profilu, navinutý do tzv. svitku. V první části linky (formovací) se pásek stočí do trubky a vzniklý šev je zavařen v tzv. svařovacím uzlu. Svařená trubka dále prochází druhou částí válcovací linky (kalibrační), kde dalším tvářením vznikne vyráběný profil.
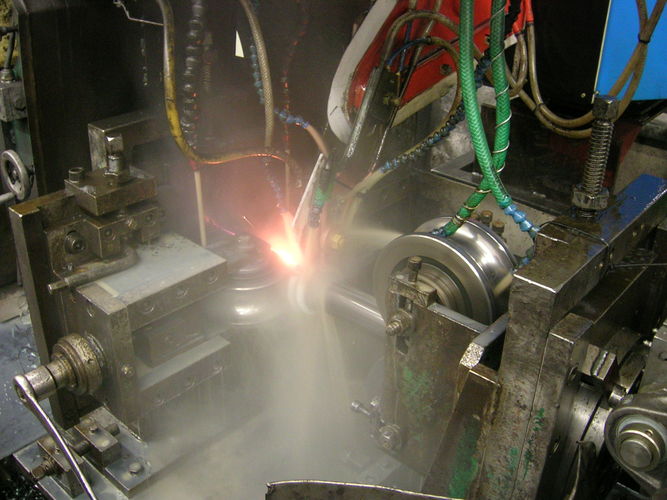
Při indukčním svařování prochází trubka s nezavařeným švem přes vodou chlazenou zpravidla jedno až tří závitovou pracovní cívku (tzv. induktor), jež je napájena poměrně velikým proudem (0,5 až 10kA) o vysokém kmitočtu (200 až 400kHz) z vysokofrekvenčního generátoru. Lokální natavení hran materiálu a následné svaření pak probíhá indukčním ohřevem.

Výhody plně transistorových HFR generátorů pro indukční svařování
- vysoká účinnost 80- 90%
- teoreticky nekonečná životnost - tranzistor nestárne
- zhruba poloviční až třetinová zástavbová plocha
- vyšší kvalita sváru
- malá spotřeba chladicí vody
- hladký výronek – díky dokonale vyhlazenému stejnosměrnému zdroji
- až 1000x lacinější opravitelnost v případě havárie.

Nová řada VF generátorů navíc umožňuje díky dokonale vyhlazenému stejnosměrnému zdroji regulaci VF výkonu od 0 do 100% při zachování konstantní kvality sváru – stálosti parametrů, což je nesporná výhoda oproti konkurenci.
Nevýhody elektronkových generátorů pro indukční svařování
Koncepce elektronkového vysokofrekvenčního svařovacího generátoru se od padesátých let minulého století prakticky nezměnila a je vyráběn některými zahraničními výrobci dodnes. Nevýhody elektronkového VF generátoru lze přibližně shrnout podle stupně důležitosti do následujících bodů:
- nízká účinnost přeměny el. energie z rozvodné sítě do vysokofrekvenční podoby (maximální teoretická účinnost je 62%, typicky v provozu však pouze 45 – 50%)
- stárnutí elektronky – je fyzikálně podmíněno a je neodvratné (zhruba 3 roky).
- stárnutí nové elektronky i v průběhu skladování (nepostradatelný a vysoce nákladný náhradní díl)
- nutnost práce s vysokým napětím (12 - 30kV)
- krupičkovatý svár – zapříčiněno tyristorovým stejnosměrným zdrojem
- přísné požadavky na kvalitu chladící vody
Největší nevýhodou elektronkových svařovacích systémů je bezesporu jejich velmi nízká účinnost. Pokud je například v praxi provozován elektronkový svařovací VF generátor s výstupním výkonem 200kW, musí být jeho příkon 400kW. Zbylých (nepotřebných) 200kW je odváděno do chladící vody, která musí být dále nákladně ochlazována.
Fotografie

Video
Indukční svařování
Poptávkový formulář
Přejít na: ↑ Obsah ↑ začátek stránky ↑ úvodní stránku ↓ vyhledávání ↓ navigaci

